Where innovation hits its peak
26th Jun 2020 | In News | By Mike Richardson


Peak Technology was founded in 2007 by Dieter Grebner. The company provides both Formula 1 and the aerospace industry with complex and ultra-light carbon fibre composites.
Electrification of aviation and autonomous aircraft are ever-present topics at Peak. With 120 employees manufacturing parts for the aircraft of the future, the company is already wondering what air mobility will look like in 10-20 years’ time. Peak wraps high-pressure accumulators, fuse bodies and structural components with carbon fibres for aerospace projects.
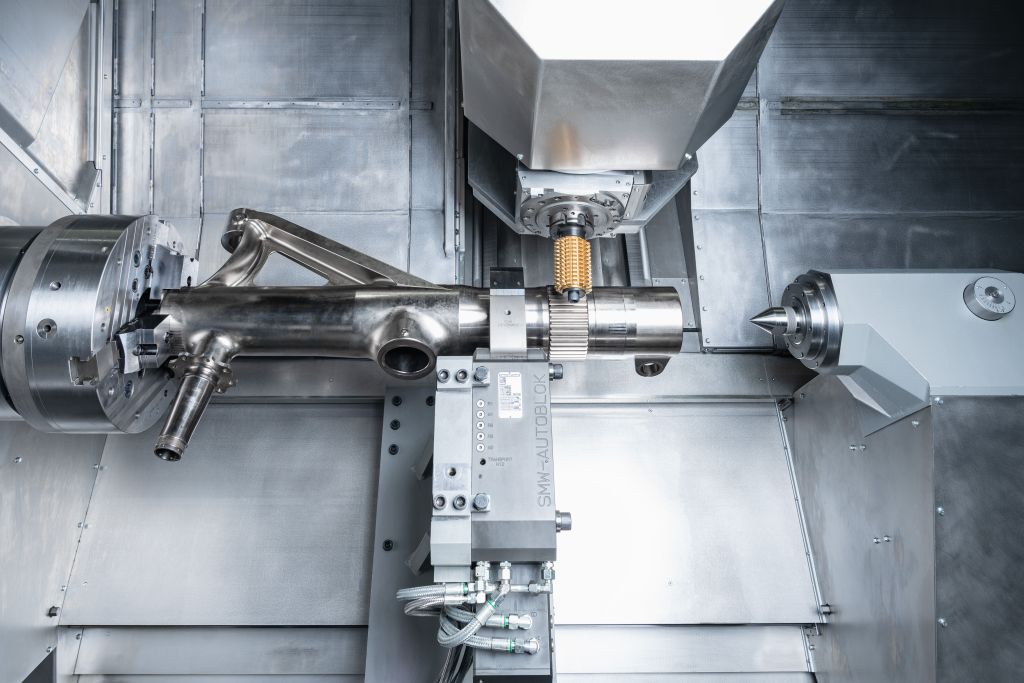
Peak thinks of itself as a manufacturer, because fibre composite technology involves lots of complex manual processes. The company combines traditional craftsmanship with high-tech manufacturing. Since 2019, Peak has been using a M35 G MILLTURN by WFL for CNC manufacturing. Previously, the parts had to be machined separately on turning and milling machines.
“We wanted to reduce loading and unloading to an absolute minimum and simplify manufacturing planning,” begins Matthias Lechner, managing director Technics. “Furthermore, our customers have high demands on tolerances and we would have to opt for complete machining with as few clampings as possible to meet their requirements.”
Freeform surfaces with tolerances of approximately 0.005mm must be maintained reliably. These specifications require air-conditioning of the entire production area as well as high-quality measuring technology. Batch sizes of individual orders vary between 10-30 parts.
“Our customers demand just-in-time delivery. They don’t want to receive all parts at once. For this reason, even for series of 10 parts, just one single part is being manufactured at a time each week. At present, we use the MILLTURN to manufacture 10-15 different parts and the number is rising daily.”
Christian Brunner, team leader of the Machining Department adds: “At Peak Technology we process metallic materials such as titanium, high-strength steels and aluminium as well as carbon fibre components. This would be so much easier, if we only had a MILLTURN.”
The time had come when the company expanded in 2018. Lechner remembers it well: “We visited all competitors in the market in their factories. What we liked best about the MILLTURN was the slant bed construction and its massive cast bed; a very stiff machine. Eventually, the proximity to WFL was important to us as well. We didn’t want to work together with distributors as many other international companies do.”
Brunner and Lechner agree: “As we are using very small tools, a spindle speed of 16,000min-1 is crucial. The standard version with 12,000min-1 wasn’t sufficient. Fortunately, WFL had already been testing a counter spindle version with 16,000min-1 for some time and one of their customers had successfully implemented one too. Speed, in combination with high stability and precision, is actually much more important to us than machining volume and power.”
For components with very small radii, tiny ball cutters are applied. The parts are clamped in a three-jaw chuck with quick jaw change. A Hainbuch clamping system, clamped in the power chuck, is currently used for testing. In some instances, workpieces are clamped internally by means of a clamping mandrel. If the workpieces are clamped in the chuck, the clamping pressures are freely programmable and can be adjusted in small steps during one clamping under NC control. There’s no need to open the chuck when adjusting the pressure by programme. All of the above-mentioned features are key for manufacturing thin-walled workpieces.
“We’re gaining more and more experience each and every day,” states Lechner. “Even though we know a lot about 5-axis milling, we have to slowly approach the new possibilities that our MILLTURN shows us over and over again. It’s a completely different dimension of complexity. We’re continually milling in five axes on the MILLTURN. It delivers exact results and we are highly satisfied.”
Zeroing in on the software
However, there was a tough nut to crack for WFL beforehand: the zero point in the CAM system and the actual position in the machine should be compared automatically by means of Form Inspect by M&H. A probe measures the dimensions of the clamped raw part. By using a specific software solution, the machining zero point may thus be corrected according to the actual position of the raw part directly at the control. If the position or form of the raw part does not correspond to the CAD exactly, the ideal position is determined by means of a best-fit calculation and the coordinate system of the CNC programme is shifted or turned into the ideal position in order to reach a constant allowance of the entire raw part. This, in turn, ensures constant machining allowances and continuous cutting conditions throughout the entire machining process. WFL and M&H worked closely together in order to adjust the system. It was thoroughly tested by WFL afterwards and fully functional immediately after the delivery of the machine. Peak uses the tool system Capto C6 on its MILLTURN. Stability was again the key factor.
“We talked to different industry experts and realised that Capto totally meets our requirements,” says Lechner about the precise analysis carried out previous to the investment.
Tools are set by means of a pre-setting device. Tool data is stored on a chip in the tool itself. When loading the tool into the machine, the data is automatically transferred to the control and stored in the tool management. Peak aims to leave all tools they need to process their orders in the machine. The current tool magazine of the M35 G MILLTURN comprises 120 tool stations and has enough vacant positions for twin tools.
It’s all about precision
The machine features glass scales in all linear axes. Even though the MILLTURN was within all tolerance values at acceptance, Peak still asked for more precision and WFL’s experts made sure to tease out every micron.
Furthermore, the machine was equipped with a special extraction system which serves to extract oil mist as well as the dust which is generated when machining carbon fibre components.
All machines are connected to the ERP system and transmit running times, as well as downtimes in real-time. Peak uses the IoT solution MindSphere by Siemens. It allows WFL to analyse sensor data, such as the temperature of the milling unit upon Peak’s request. WFL can react to potential future service requirements at an early stage.
Peak demands that all CNC machines should be programmable with CAM systems. Programming is undertaken by means of the CAD/CAM system hyperMill. Complex parts require two or three days of programming effort, while simpler parts can be manufactured within hours. In addition, WFL’s software solution CrashGuard Studio is used for various simulations previous to machining and in particular to simulate the transfer of the workpiece to the counter spindle because this isn’t possible with CAD/CAM systems yet.
Peaks also uses WFL’s anti-collision system CrashGuard to protect the machine, valuable components and tools. Peak’s manufacturing experts declare unanimously: “CrashGuard is essential considering our requirements. The investment already pays off, if the software prevents a collision.”
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.