Titans of metalcutting
9th Jul 2024 | In News | By Mike Richardson

WFL Millturn Technologies reveals why its mantra of ‘clamp once – machine complete’ is proving so popular with its aerospace customers.
Centring on the core competence of ‘complete machining’ according to its motto ‘clamp once – machine complete’, WFL Millturn Technologies says a number of challenges have already been overcome.
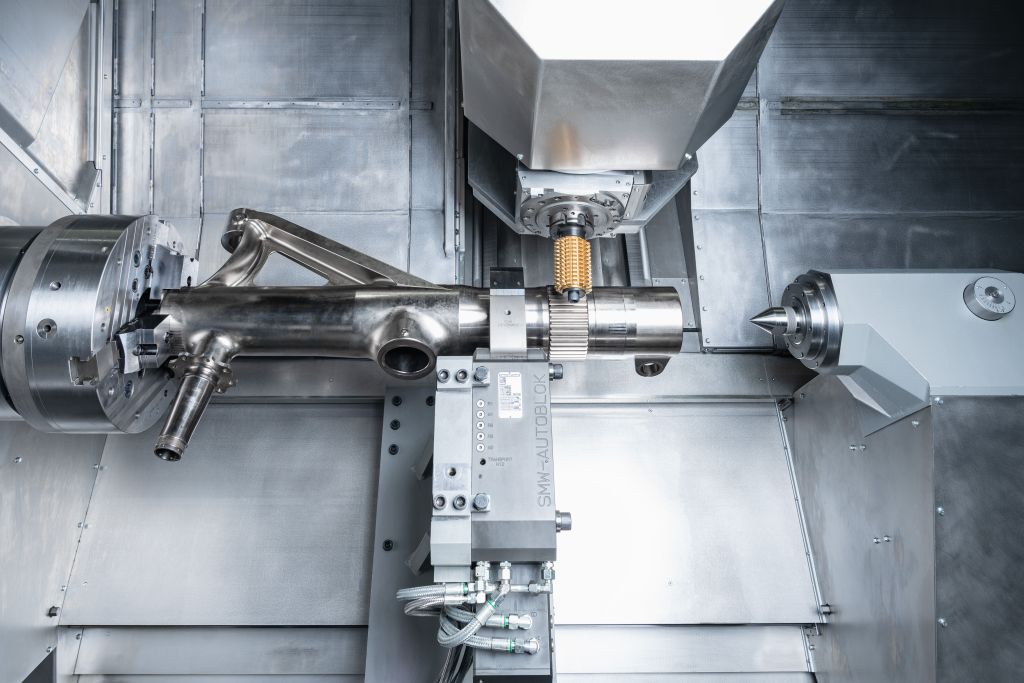
This also applies to the complete machining of chuck parts in the aerospace sector. A MILLTURN completes these complex production tasks to the highest levels of productivity and precision. For chuck parts where the diameters are often the same or considerably bigger than the workpiece length, WFL has been able to gain quite an advantage over the years.
Popular chuck parts include blades, discs and rings. The latest projects show that chuck parts up to a turning diameter of 1,700mm can be machined on a M175 MILLTURN. With a M175 MILLTURN (Large Swing), it is even possible to machine parts up to a diameter of max. 2,000mm. This means that tremendous dimensions can be machined, all in a single clamping setup.
By using special machining technologies and software tools, it is possible to make machining extremely efficient. For complex chuck parts, an all-round concept is needed which delivers excellent results for the customer. The T-series and TB-series have fared particularly well in this regard. The T40 – T150 series are slant bed turning machines with one or more tool turrets for difficult machining and the high-precision machining of shafts and chuck parts. In addition, the matter of internal turning with long boring bars also becomes a reality. The TB series offers the optimum solution for complex turned parts and for turned parts which require a high tool stock level. The TB40 to TB150 enable high-precision machining of shaft and chuck parts up to 1,500mm in diameter and a workpiece length of max. 8,000mm.
The complete machining of chuck parts is diverse and requires an individual solution to every project. Automation solutions, for example, are the perfect addition for an even more efficient production environment. An automated system with robots or gantries allows chuck parts to be optimally stored and machined in pallet systems.
Titanium machining
The aviation industry represents an important market segment for WFL. This industrial sector increasingly requires ever more materials that are deemed to be difficult to machine. Titanium machining is a field in which WFL shines with its wealth of expertise.

Titanium has always placed demands on tools and machines during the cutting process. In recent years titanium 3.7165 has become prevalent among lightweight materials as a material with outstanding properties, especially in the aviation and space industries. It is one of the most frequently used titanium alloys, containing 6% aluminium and 4% vanadium. This alloy, normally referred to as Ti6Al4V, exhibits a very good combination of strength, corrosion resistance and capacity to withstand stresses. Although this material does have good empirical values and cutting data, processing it still remains one of the supreme disciplines in machining.
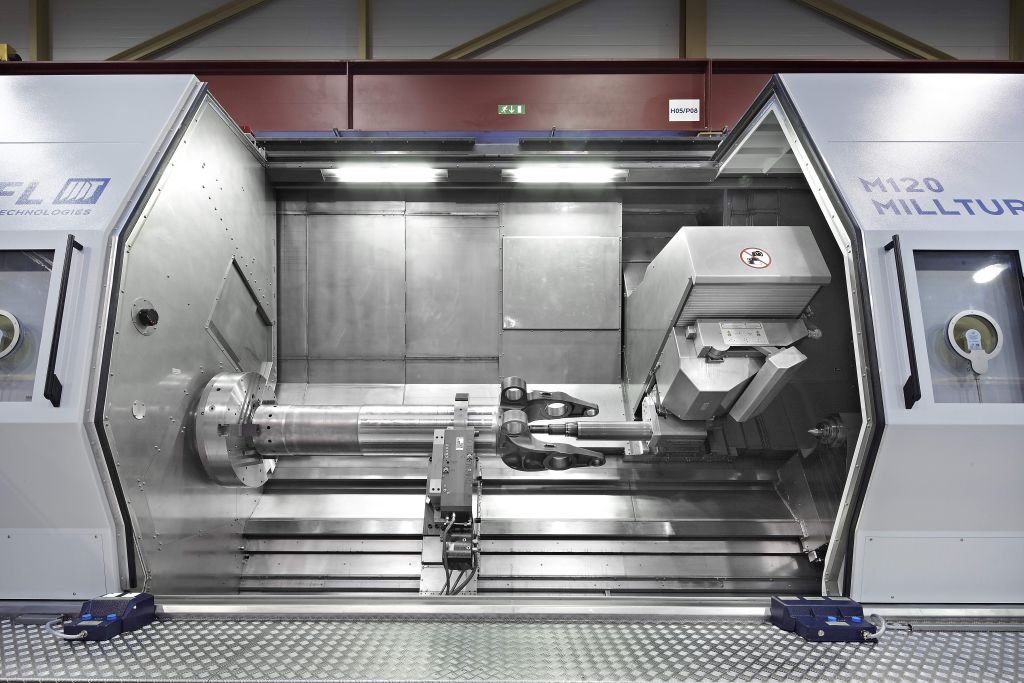
New titanium alloys are constantly being developed for special applications and these are often on the basis of specific customer requirements. A number of WFL customers require Titanium 5553 (Ti5Al5V5Mo3Cr) for the production of landing gear in the aviation industry. This material stands out due to improved properties with regards to strength and toughness. It is also less sensitive to structural changes during heating.
Ti 5553 is at present one of the hardest materials on the market to machine. During machining, a cutting speed of 45m/min should not be exceeded, as the tool life decreases dramatically at higher cutting speeds.
Machining challenges
Problems like point heat due to poor heat conduction and associated chemical changes in the material (embrittlement at higher temperatures) and the formation of built up edges occur to a greater extent with this material than with other titanium alloys. Therefore, it is particularly important that cutting speed, feedrate and cutting depth are matched to one another accurately when working with Ti5553. The use of suitable cooling lubricants is just as important as the correct cooling strategy. A quick and continuous removal of swarf must be guaranteed. Removal of the forging skin, referred to as ‘elephant skin’ by experts, is an additional challenge with this material. The upstream forging process and the resultant thermal and metallurgical influences give this skin a very high level of surface hardness.
The low modulus of elasticity means that titanium tends to evade the pressure of the tool and to fuse with the cutting edge. The machining should therefore, as already mentioned, occur at a low cutting speed but with a relatively high cutting depth and adapted feed rate. Vibration free, clamped, sharp tools and a securely clamped workpiece must be ensured in any case.
Experience is the decisive factor. It is essential that the ability to cater for critical aspects of machining during manufacture is demonstrated as early as the design phase. Materials which are hard to cut like titanium have influenced the development of the WFL machines. WFL provides individual solutions for exactly these kinds of demanding applications. These also cover aspects such as cooling and production strategy as well as the actual machine.
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.