High productivity metal finishing
11th Jan 2022 | In News | By Michael Tyrrell

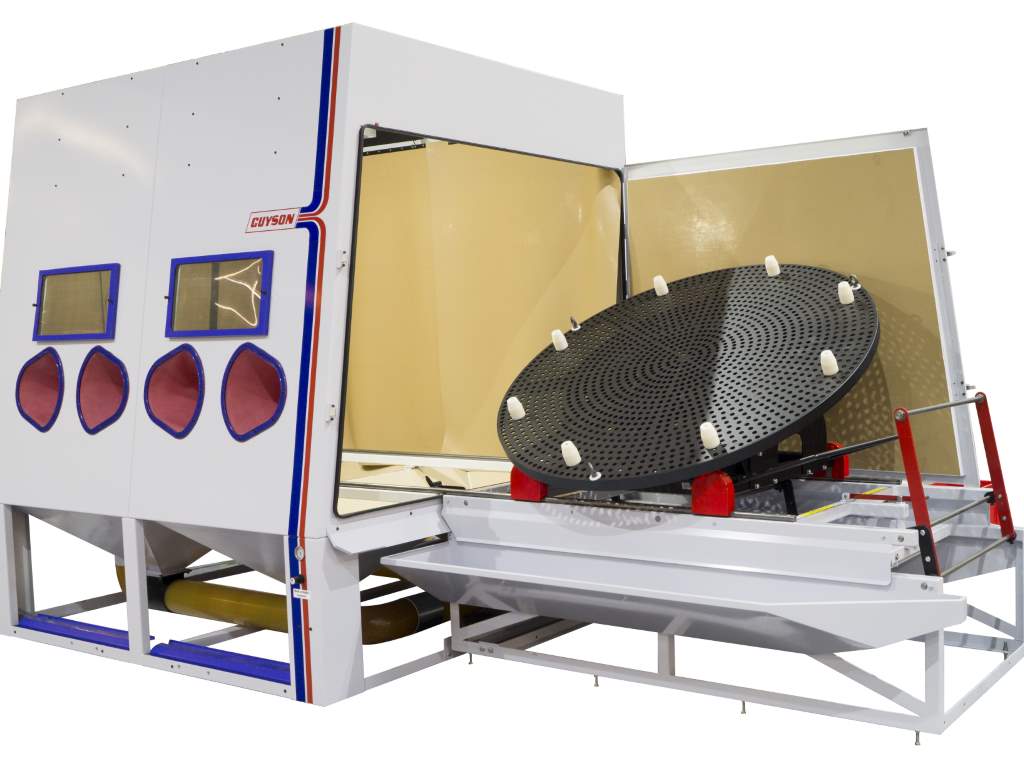
Guyson International, the UK industrial finishing equipment manufacturer, has recently added the Guyson Multiblast RXS1400 automated blast system to its portfolio of Rotating indeXing Spindle systems.
Ideally suited for the complete surface treatment of components that can be blast finished or shot-peened whilst rotating about one axis. Guyson's largest standard indexing system can handle components with a maximum component size of 400 mm height x 400 mm diameter and a weight of 25 kg. The blast system is perfect for medium to high volumes of automotive transmissions, aerospace and land-based turbine components, railway, wind and construction equipment and substrate materials in metal, composite or exotic alloys.
The Guyson Multiblast RXS1400 machine is a six spindle rotating indexing blast system that can process multiple parts simultaneously; having two blast stations, making it extremely suitable for high volume manufacturing. The six work spindles are equally spaced around the perimeter of the rotary indexing table and arranged so that at all times two of the spindles are outside the blast machine during the blasting operation for loading and unloading. Due to the rapid table indexing of the RXS1400, the load/unload environment is generally protected with a light-guard failsafe safety device.
Guyson’s sales manager, Ian Rayner, said: ″The RXS1400 blast system is a great new addition to our already extensive range of automated blast solutions, which also includes the smaller RXS400 and 900 options, RSB rotary table machines, T40 & T50 tumble basket and in-line tunnel blast machines. This new equipment can be specified as either suction fed or pressure fed with the choice being directed by the application and throughput requirements.
Parts are loaded onto the left-hand spindle and enter the blast chamber via pneumatic sliding doors. These open and close automatically, to allow components to enter and exit the machine; and are interfaced with the table indexing mechanism. The doors also create a seal during the blast operation to prevent media and noise from escaping to the work environment.
Inside the blast chamber, the dual blast station design can feature fixed or vertically traversing guns to provide optimum blast coverage and reduced TAKT times compared to manual blasting. The two rotating spindles present the components, in sequence, in front of the blast nozzles at each of the two blast stations. This ensures uniform coverage for a superior, repeatable, controlled finish required by industries such as Aerospace, Automotive and Medical.
After blasting, components enter a post-blast airwash chamber where compressed air is directed at them to remove any residual dust or blast media and are ready for the next stage of production.
Blasting can be either suction or pressure fed – as on all Guyson automated blast equipment. If pressure fed, with high component volumes, blasting is delivered through a pressure pot, often a twin-chamber pot (300 litres), allowing for a continuous flow for prolonged blast periods. Blast media being fed from the base of the pressure pot into the cabinet via a heavy-duty hose to the blast nozzles. High/low media-level sensors monitor the level of blast media within the pressure pot and a media reservoir above the pot keeps the pressure pot replenished with media when required without interruption.
After blasting, the used blast media is extracted via a Guyson cyclone reclamator which separates the re-usable blast media from dust, blast debris and undersized media. In some applications, when using a dense metallic blast media, the cyclone reclamator is replaced by an auger screw and bucket elevator.
Options also exist for media conditioning and monitoring, which include vibrating sieve media size control, media roundness classifiers, and electronic shot flow control. These are often essential for applications with demanding quality standards such as the Aerospace shot peening standard AMS 2432. The extraction system is completed with a selection of cartridge dust collection units matched to the machine and media volumes.
The entire blast system is controlled via a PLC/ ‘Graphic Operator Terminal’ (GOT), with a full-colour display screen, which facilitates repeatable blast settings to be simply stored and retrieved in quick access menu systems.
The prospective user of Guyson automated blast systems is encouraged to submit sample components for free feasibility testing to the company’s extensive Component Finishing Centre at Skipton, England.
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.