Guyson twin spindle blast machine for etching tubular components
25th Oct 2022 | In News | By Mike Richardson

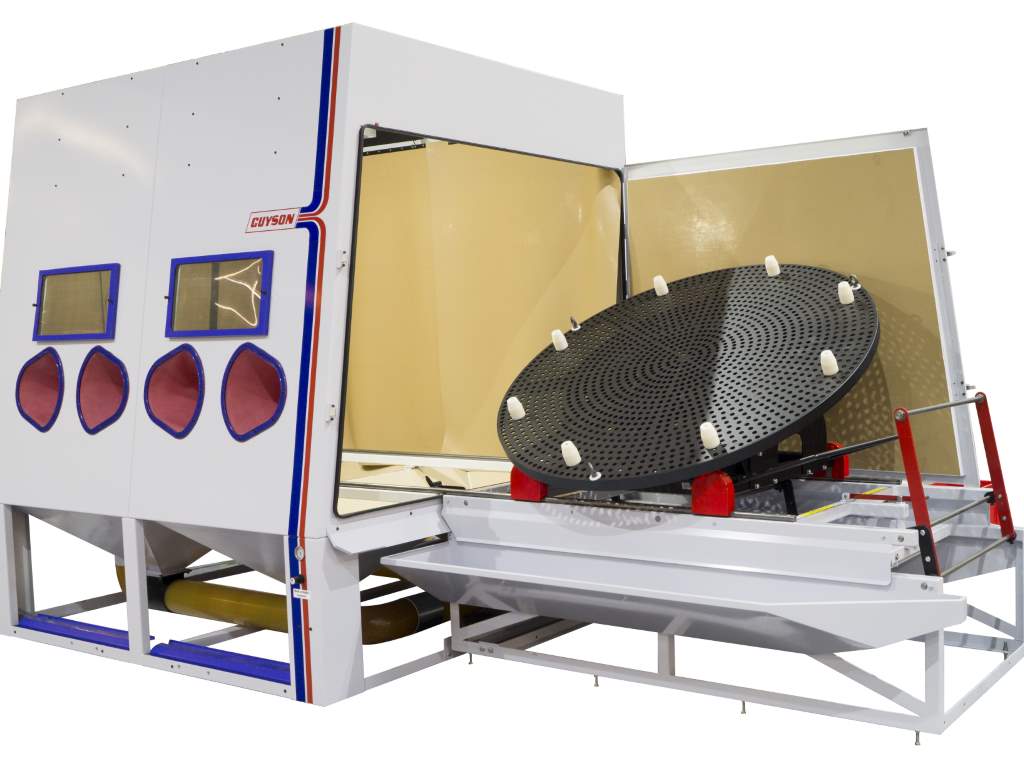
Guyson International, the UK's leading manufacturer of industrial finishing equipment has recently manufactured and installed into a UK manufacturing company an automated Multiblast RSB twin spindle blast system for externally blast etching various sizes of tubular components.
This new blast system incorporates two rotating blast stations with matching top clamps, to hold the product securely, whilst two vertically traversing blast guns produce a uniform blast etch finish over the length of the components.
The twin spindle and top clamp design provide optimum manual process capacity with an operator being able to easily load and unload two components simultaneously. Once the safety interlocked front door is opened the operator simply centres the components between two pairs of conical spring-loaded clamps for processing with one of the stored pre-programmed recipes for the appropriate component size. An optional bar-code scanner can be specified for recipe/programme selection.
A roof-mounted servo drive vertically raises and lowers the twin Guyson Model 900 blast guns, with blasting taking place on the upwards vertical traverse and a compressed airwash to remove any residual surface dust or blast media on the downwards stroke. The servo drive allows for different speeds to be programmed for the blast and airwash phases of the programme, delivering greater productivity and shorter cycle times.

The blast system is fitted with a large front opening door allowing easy parts loading and a side door provides further access for maintenance and adjustment purposes. Interior lighting permits a clear view of the blast etching operation.
After blasting, the used blast media is extracted via a Guyson CY600/12 cyclone reclamator. This separates the reusable blast media from the dust, blast debris and undersized media, thus reducing the possibility of contamination in the blast media which could reduce the consistency of the surface finish. A media storage hopper (with a level sensor), for storing the reusable blast media, is fitted to the bottom of the cyclone cone and is also the pickup point for the blast media to be fed into the two blast guns.
The system is completed with a Guyson model C800 twin cartridge dust collector for filtering out and collecting the dust-laden air drawn from the cyclone reclamator. A Magnehelic differential pressure gauge is fitted to the C800 to monitor the filter cartridge condition and indicate when replacement is required.
Control of the entire blast system is achieved via a Mitsubishi PLC/ ‘Graphic Operator Terminal’ (GOT), with a full-colour display screen, which facilitates repeatable blast settings to be easily stored and retrieved in quick access menu systems. The panel also display control settings, production data and system feedback such as sensor and fault indications or maintenance prompts.
Prospective users of Guyson automated blast systems are encouraged to submit sample components for free feasibility testing to the manufacturer's extensive development workshop situated in Skipton, England.
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.