Walter keeps users in the groove with new Cut MX and GX34 tools
22nd Jul 2019 | In News | By Mike Richardson

These complement the existing Walter Cut GX24 double-edged grooving inserts for workpieces up to 46mm diameter. The result is that Walter users can now complete 90% of all grooving applications with standard tools from the Walter catalogue.
The standard MX system range features insert widths between 0.8mm and 3.25mm for cutting depths up to 6mm, though Walter can provide special sizes and designs – grooving with chamfer, for example - on request via the Walter Xpress short delivery time service. Walter Cut GX34 has grooving inserts with widths of 3mm or 4mm for cutting depths up to 33mm.
In developing the new tools, Walter’s engineers have successful overcome a range of important ‘accepted weakness’ with standard grooving tools including poor chip breaking, chip removal, cooling and securing of the indexable inserts – which is often awkward, imprecise and not strong enough. As many materials become more demanding and feature increasingly difficult cutting properties, Walter has overcome these problems.
Parting off or deep grooving is widely considered a particularly difficult process and such applications are generally performed with cutting values that are too low, to avoid tool breakage or other problems. Walter has now also eliminated these weaknesses with the new MX and GX systems.
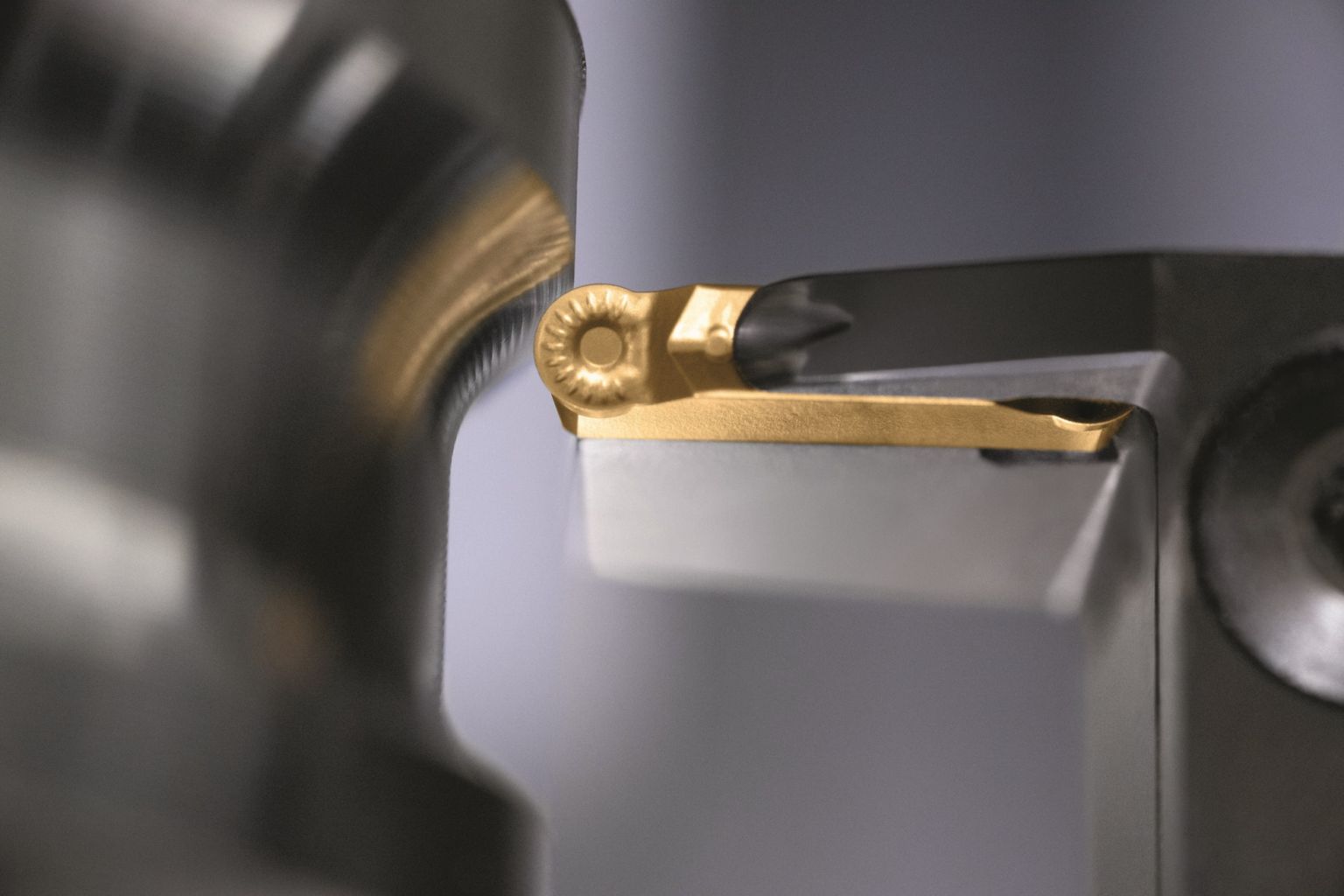
The MX system offers a new approach to clamping, which Walter says is more user-friendly and more reliable. The tangentially-clamped insert aligns itself independently and with total accuracy in the machining direction. A dowel pin in the insert seat ensures highly accurate and completely secure fixing, and inserts cannot be installed incorrectly and can easily be changed. This method of fixing also contributes to high stability and repeat accuracy. Unused cutting edges are protected in the holder, and the same insert type is suitable for both right and left toolholders.
The system’s potential was demonstrated in a tool life test in large-scale series production on a Swiss-type auto lathe where stainless steel pipes with an outer diameter of 5mm were parted off with inserts having a cutting edge of 1mm. The Walter Cut MX system more than tripled tool life compared to the former method.
High stability and process reliability are also characteristics of the new GX34 system, and a machining test at a customer that supplies nitrided steel drive shafts with diameters up to 60mm saw GX34 extend tool life by 100% and machining feeds increased by 30% thanks to the system’s stability, which minimised machining vibration.
All Walter Cut tools feature highly-efficient 10- to 80-bar precision cooling that is integrated into the toolholders, and coolant is directed into the cutting zone for optimum cooling and high productivity – on ISO-S materials, cutting speeds can be increased by a factor of two while maintaining tool life. The grooving tools for small applications operate with a large coolant outlet.
Both the GX24 and the new GX34 tools feature two coolant outlets. Manual alignment of the nozzles is not required since the system cools the rake and flank faces simultaneously, with the second coolant jet being aimed directly at the flank face.
This precision cooling also has a positive effect on chip formation, with chips breaking in a controlled manner so that they are relatively short. Furthermore, with two jets of coolant ensuring a constant film of lubricant, chips can be transported out of the groove with less friction – resulting in high process reliability and surface quality.
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.