Optimum machining for tough materials
10th Jun 2019 | In News | By Mike Richardson

Walter reveals how its milling tools are helping to set new standards in the aviation industry. Aerospace Manufacturing reports.
The aviation industry is among the pioneers in the new materials and machining processing sectors. Tool manufacturers, such as machining specialist Walter are keeping pace with the dynamic innovative spirit in the industry. To do this, Walter maintains strong partnerships with research institutes such as the Institute of Production Management and Technology at Hamburg University of Technology. This cooperation resulted in the development of the BLAXX M3255 porcupine milling cutter for titanium-aluminium alloys. Other new additions to the range are the M2131/M2331 ramping milling cutter, which allows users to machine aluminium alloys reliably, precisely and efficiently.
“Until recently, many industry experts were still predicting that carbon fibre-reinforced plastics (CFRP) materials would be increasingly important in aircraft manufacturing,” begins Dirk Masur, aerospace component manager at Walter. “The advantages of these materials are obvious – they are lightweight but still incredibly rigid. This makes them ideal for use in an industry that needs to manage its incredible growth alongside increasingly demanding regulations relating to energy consumption and pollutant emissions. However, CFRP materials do present problems as they are costly and difficult to machine. The search for alternatives has brought aluminium alloys back into the spotlight. Current predictions are based on the assumption that the volumes to be machined will continue to grow significantly until 2020.”
Aluminium alloys have played a vital role in aircraft manufacturing for a long time. New requirements and the drive to reduce weight as much as possible have also led to innovation in aluminium machining and in the alloy types. The key challenges in the sector include substantial machining volumes, which can be as high as 90% for many components, as well as the new, extremely lightweight, incredibly robust aluminium-lithium alloys which are difficult to machine. The cost of the material must also be considered. Even though aluminium alloys are more cost-effective than CFRP materials, they are a significant factor in cost-per-part calculations.
High-speed cutting approach
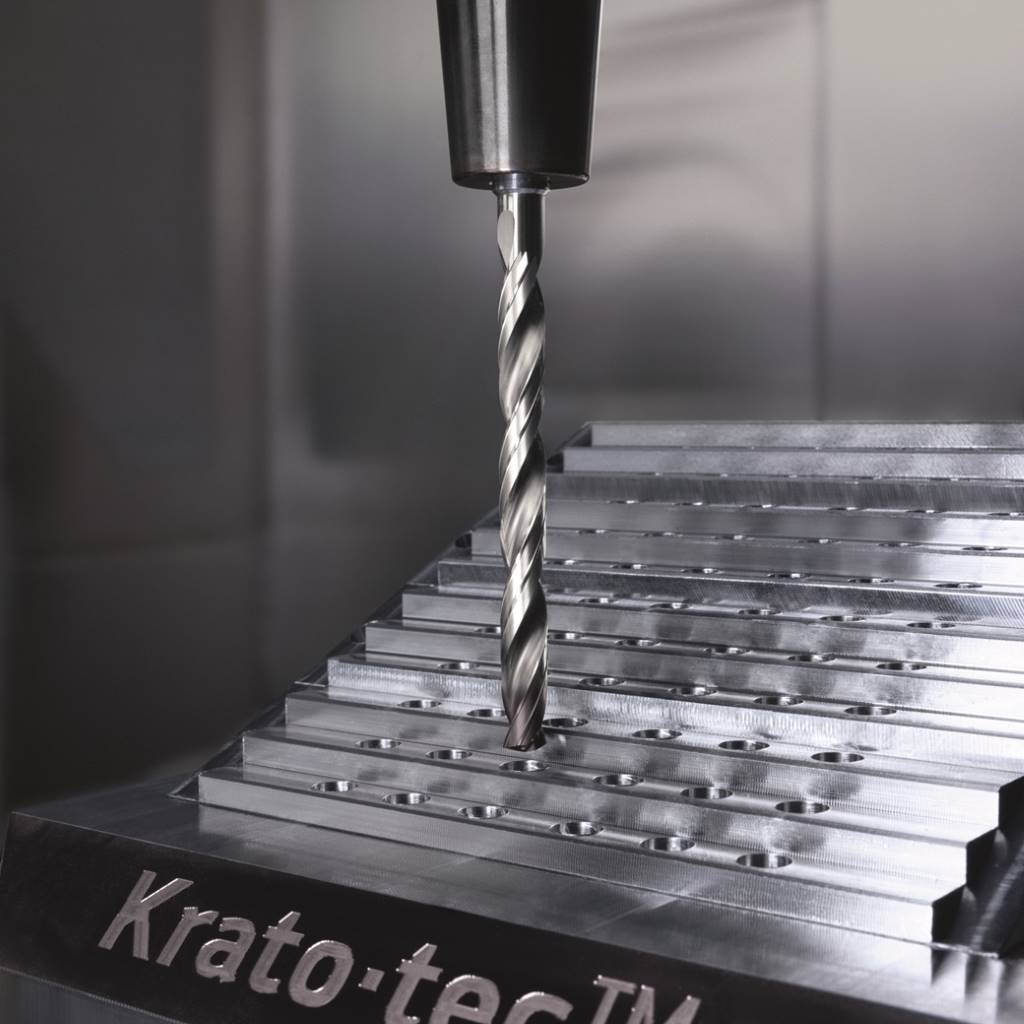
For most structural components, high machining volumes mean complex geometries. Typically, pockets of varying sizes and depths have to be milled out of the material. The only economically viable way to do this is to use high-speed cutting (HSC) processes, in which materials are milled at cutting speeds of up to 3,300m/min. At lower cutting values, build-up forms on the cutting edge and causes the milling tools to wear more quickly. The machine stops. The overall cost of the component increases. However, machines and tools must be specifically designed for the cutting values expected by component suppliers in the aviation industry, which are significantly higher than average cutting values.
Walter has introduced special ramping milling cutters that are designed to meet these requirements: The M2131 and the M2331, the latter of which has been developed specifically for the requirements of Makino machines with speeds of over 30,000rpm. Two indexable insert sizes enable users to reach a cutting depth of 15 or 20mm – ideal for ramping milling and pocket milling. When adjusting, the milling cutter runs almost step-free, ensuring high accuracy even in the semi-finishing process. Thanks to its particularly dense, smooth PVD coating, hardly any build-up is produced on the cutting edge of the indexable inserts, meaning that the cutting edges are extremely tough. The unique design of the insert seat protects the insert against the high centrifugal forces generated during high-speed cutting. The internal coolant-throughs convey the coolant or lubricant to the exact point where they are needed. The milling cutters are suitable for emulsion and for minimum quantity lubrication (MQL).
Optimising cutting efficiency
While aluminium alloys are primarily used in the fuselage and wings in aircraft manufacturing, titanium alloys such as TiAl6V4 or Ti5553 are used anywhere that high rigidity is required. This includes, for instance, chassis components (such as struts), door frames and landing flap guides. High machining rates are also required for these components. Thanks to their hardness and low heat conductivity, titanium workpieces pose extremely high requirements for machining tools, particularly when it comes to processing reliability. Faster wear on the cutting edges and relatively low cutting parameters mean that roughing titanium structural components is a time-consuming task. At the same time, demand is increasing dynamically. Companies who succeed in significantly reducing their machining time per component will, therefore, gain a significant advantage over their competition.
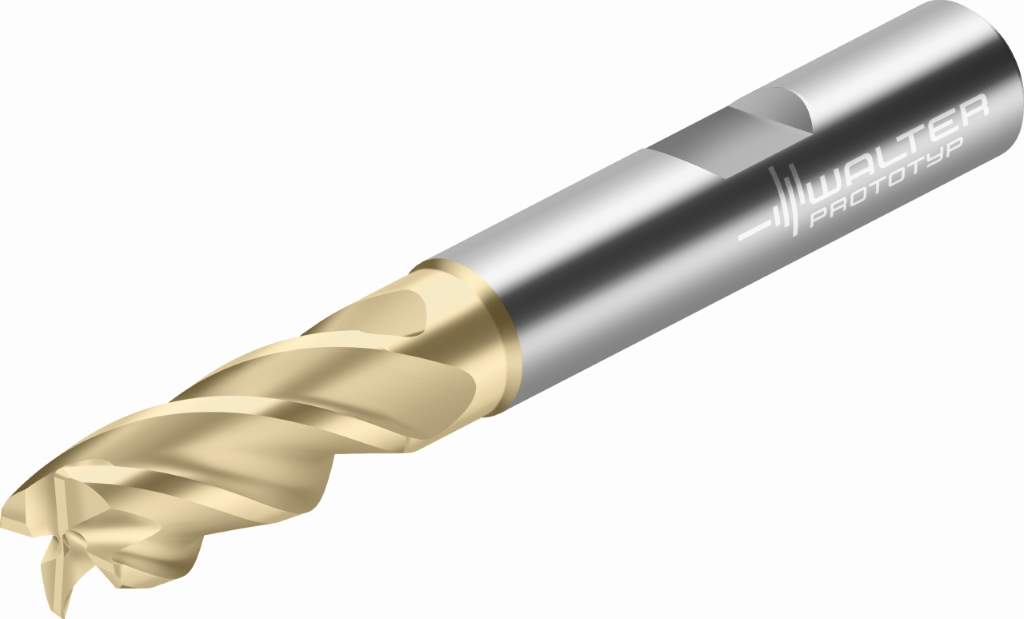
Walter’s modified BLAXX M3255 porcupine milling cutter offers users a tool that can produce titanium components significantly faster and completely reliably. The tool concept is based on the proven Walter BLAXX porcupine milling cutter and was developed as the solution to one specific request. Dr Matthias Lange, who leads the Additive Manufacturing and Machining department at Premium AEROTEC, required a process structure that would allow his staff to machine titanium structural components much more efficiently.
Almost half of the time Premium AEROTEC spends machining a titanium structural component is on roughing; as a result, the milling tool and machining strategy are key elements in developing an approach to reduce their machining times. Over the course of around 20 months, Walter experts worked together with a team from the customer's business and the Institute of Production Management and Technology at Hamburg University of Technology, under the leadership of Professor Wolfgang Hintze and Dr Carsten Möller, to develop a solution.
Once BLAXX, never back!
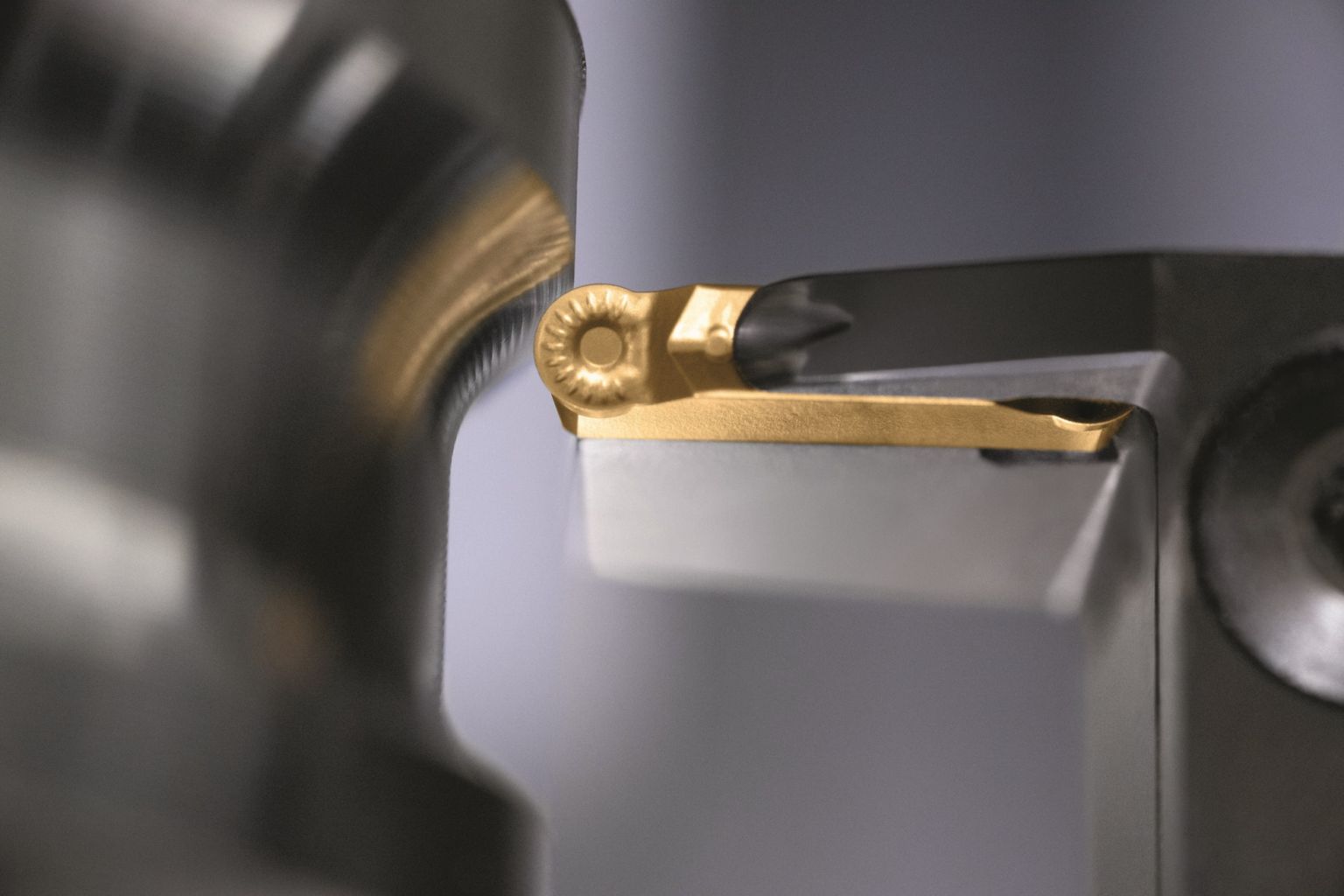
The refined, reworked BLAXX porcupine milling cutter allowed the customer to reduce their machining time by around 22% compared to the starting point. The joint project focused on cooling, chip removal, cutting material analysis, the macro- and microgeometry of the indexable inserts, the insert seat and the cutting data. The innovative new geometry of the milling body and indexable inserts ensures that the maximum number of teeth engage in the material.
This results in an exceptionally high cutting efficiency alongside optimum process reliability, whether milling corners, contours or pockets or full slotting 1/2 x D. The soft-cutting geometry of the indexable inserts produces positive cutting behaviour, enhanced by short machining times at maximum metal removal rates. Heat management is always difficult when working with titanium alloys due to their low heat conductivity; here, optimised coolant supply to each cutting edge alleviates this problem. The chip clearances guarantee safe chip removal, even at high cutting speeds.
Tangential and axial toothing on the milling body ensures that the indexable inserts are securely clamped. This concept guarantees excellent stability even in low diameter ranges. Each indexable insert has either two or four cutting edges. This ensures that each insert yields maximum cutting efficiency. Due to the tangential arrangement of the indexable inserts, the M3255 tooling system is also ideally suited for machining forged components; the edge zone (forged skin) on these components can be extremely challenging for tool cutting edges.
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.