New internal grooving systems
18th May 2018 | In News | By Mike Richardson

Both systems utilise toolholders with internal cooling. A robust shank with elliptical cross-section of the boring bar neck ensures excellent damping properties. The ground shanks, of g6 quality, are available in left-hand or right-hand design.
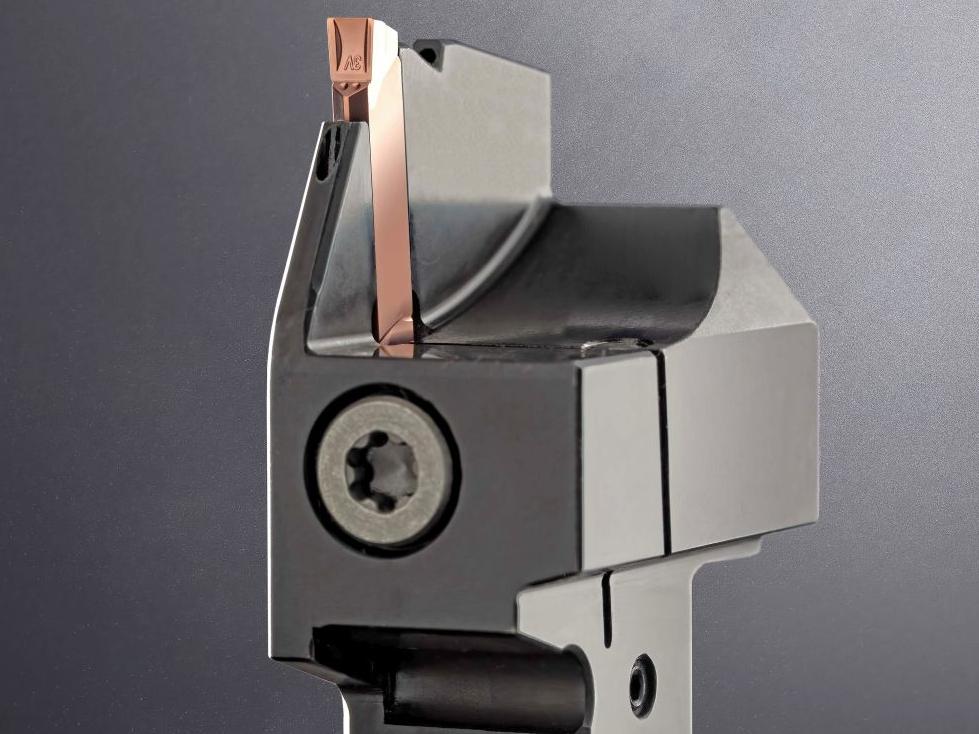
Coolant flows from a nozzle in the clamping finger and from the side of the tool holder. The two jets cool the cutting zone effectively and remove chips from the inside of the workpiece in a controlled, efficient manner.
Precision-sintered, indexable, two-edged inserts with cutting widths from 2 to 6mm are available in geometries .5, .1A and .KF for cutting medium strength materials. All three geometries offer good chip control and targeted chip breaking, even on long-chipping materials.
The 209 system toolholders with a shank diameter of 16 mm allow retraction distances of up to 30mm in conjunction with a grooving depth of 3.5mm. For bores with a diameter of 18mm or above, a more stable shank diameter of 20mm, also with a retraction distance of 30mm, can be used to achieve a grooving depth of 5mm. The 216 system toolholders, with a shank diameter of 20 or 25mm, enable grooving depths down to 7mm at a projection length of 2 x D.
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.