
Meeting surface finishing needs
18th Apr 2023 | In News | By Mike Richardson

OTEC Präzisionsfinish’s business development manager for aerospace & defence, Adrian Kofler outlines how current machine innovations are meeting the need for precision surface finishing of aerospace components.
Q) What is the key challenge when it comes to developing machines for surface finishing aerospace components?
OTEC has been innovating surface finishing machines for over 25 years and I would say that we’ve already made the perfect surface finishing machine. There is no ‘do it all’ machine. Aerospace parts differ immensely. Parts like fasteners are often very small, sometimes very thin and delicate. Gear wheels and turbine disks differ greatly in size and geometry. Landing gear parts are larger and heavy. Then there is the complex and precise profile geometries essential to blisks, turbine and compressor blades.

OTEC’s approach is to design, build and refine ranges of machines to perform optimally for a specific category of components. Within each range we seek to meet the needs of low volume manufacture up to large scale in-line production, where automation and integration with industry 4.0 is also important.
Our disc finishing machines - the CF range, for example, are ideal for the cost- effective mass finishing of smaller parts, such as fasteners - however small and thin they might be. DF drag finishing machines enable larger components to be processed without part-on-part contact in the process media. SF stream finishing machines give fine precision control of surface finishing of parts weighing up to 200kg and they enable very accurate targeting of particular surface areas.
Q) Why are the needs of aerospace so special?
AS9100, Nadcap and those of prime approvals set very high standards for manufacturers to meet. They are always pushing the limits of component development. We understand their need for absolute precision for surface finishes that do not compromise the geometries and tolerances and so degrade component target performance.
Process consistency and repeatability are also essential. Important too, are compact form factors to minimise demands on costly shopfloor space. Environmental factors such as recycling process water is important to everyone. All these feed our extensive research and development programmes into which we add valuable real-world feedback from over 60 local agents from around the globe, such as Fintek in the UK.
Fintek has been working with us since our first machine launches. In addition to selling our machines, Fintek use them to provide subcontract surface finishing services tailored to the needs of aerospace manufacturers and others. They have extensive technical insight into the application of CFs, DFs and SFs. The knowledge exchange between us benefits our customers in aerospace. We also help agents like Fintek to find optimum process parameters for their customer sample parts. It’s a continuous feedback loop which helps us to develop better machines. In short, other than the ferocious development cycles of say, F1 in motorsport – where we are also very active, aerospace pushes the limits.
Q) What are some of the recent advancements?
We have made great strides in both homogenous smoothing and the selective smoothing of specific surfaces. This has been made more accurate by the development of our stream finishing machines.
Rounded edges of a turbine blade, for example, must be within necessarily tight tolerances for it to perform optimally. Attempting to do this with powered hand tools, CNC machines and even robot polishing is extremely difficult and time-consuming. As soon as the geometry becomes more complex, such as blades made up of guide vane segments, it is almost impossible.
In an OTEC SF, blades are clamped so that the corners are at the top during the finishing process, almost emerging from the process medium. During the process, the blade is directed toward the stream and swings to and fro at a predefined angle (e.g. ±30°) to achieve a homogeneous surface finish without affecting the contour of the blade. Depending on the process medium used, the surfaces can reach roughness values of up to Ra 0.1μm. Processing times are between two and thirty minutes.
Greater throughput is achieved by clamping up to five workpieces at a time in a single machine. Productivity is further improved by adding a robot cell for fully automated loading and unloading. Another stride forward has been component size. In the new SF-HP, large workpieces up to 650mm in diameter and weighing up to 200kg can be accommodated. Ideal for stream finishing larger parts such as landing gear components and complete blisks and disks with the same accuracy.
Highly loaded gears such as reduction, propeller and helicopter gearboxes provide another good example of how stream finishing is advancing. Fuel burn savings, engine noise reduction and engine operation cost reduction can be made by improving surface finishing. Gear teeth topography also plays an important role in preventing failures from pitting and scuffing.
In a test on a highly loaded gear, a high precision grinding machine achieved an ISO 1302 grade number N5 surface roughness. With OTEC’s stream finishing processes, a surface roughness between ISO 1302 grade N3 and N2 was achieved in a short time of just 20 minutes. Noticeably, visual grinding lines were also removed from the part. This high accuracy also improved resistance against scuffing and pitting which may result in a significant increase in the operating life the gearbox.
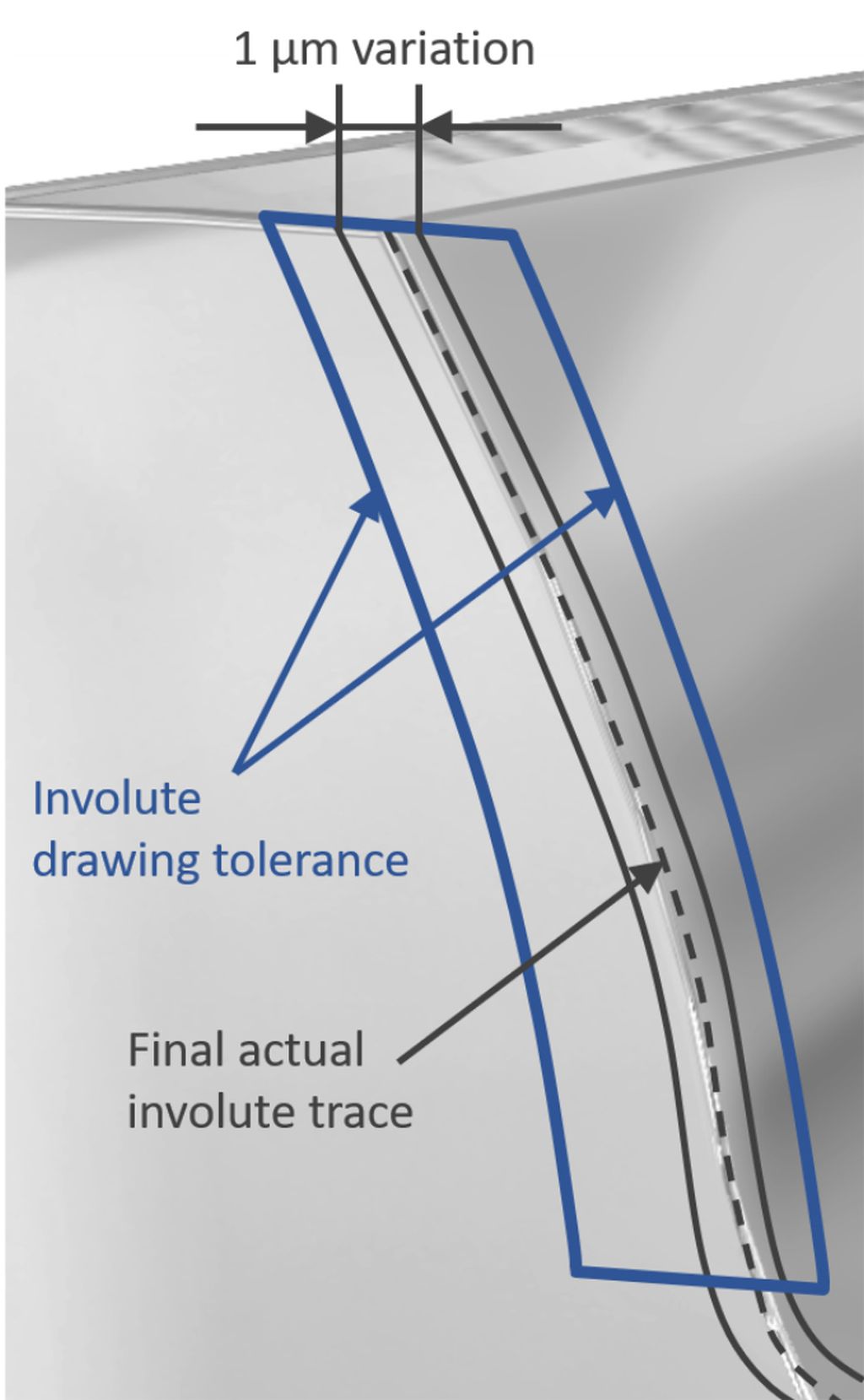
Compared to conventional methods, an incredibly low process variation of only 1µm was achieved along the involutes with the SF process. This can help increase the tolerance allowance for the initial grinding process and scrap rate in production can also be reduced. Tighter tolerances could also be applied on the gear manufacturing drawing and thus reducing the gear weight which is also a key consideration for aviation.
Q) How is industry 4.0 impacting machine development?
All OTEC machines are Industry 4.0 (I4.0) capable. We also offer an OTEC I4.0 advanced package with an additional industrial PC for SF machines. This gives the option of more advanced digitalisation, enabling machine monitoring and process optimisation via remote maintenance. Another I4.0 capability is under development. Programmers are working on a digital twin model – this will make the remote digital commissioning of machines much easier.
Supporting machines on-site is important to us and customers. All machines require maintenance and while we strive for 100% reliability, breakdowns can occur. We are always seeking new ways to get customers up and running as quickly as possible. If a local agent needs our support in the field, we can link visually with the field engineer and see what they see. Along with information from diagnostic sensors, we can fault-find and guide the repair. This puts our full knowledge base and skills on tap anywhere and at any time, quickly and a lower cost than sending out a specialist from base.
Q) What can we expect to come?
Refining the core processes of the machine is continuous. I can’t give away secrets, but improving surface finishing of components made by additive manufacturing is an important and ongoing focus for R&D. Improving machine communication, networking and also VR for remote maintenance, will continue to yield benefits. AI is also a hot topic – this is helping us to produce better simulations of how abrasive media flows around increasingly complex shapes, leading to even better targeting of specific surfaces and the optimisation of finishing forces. I would say watch this space!
Consider a free digital subscription
If you find this article informative, consider subscribing digitally to Aerospace Manufacturing for free. Keep up to date with the latest industry news in your inbox as well as being the first to receive our magazine in digital form.








